



Ķīmiskās ražošanas procesā spiediens ietekmē ne tikai ražošanas procesa līdzsvara attiecības un reakcijas ātrumu, bet arī ietekmē svarīgus sistēmas materiālu līdzsvara parametrus. Rūpnieciskās ražošanas procesā dažiem ir nepieciešams augsts spiediens, kas ir daudz augstāks par atmosfēras spiedienu, piemēram, augstspiediena polietilēnam. Polimerizācija tiek veikta augstā spiedienā 150 MPA, bet citiem jāveic negatīvs spiediens, kas ir daudz zemāks par atmosfēras spiedienu. Piemēram, vakuumdestilācija naftas pārstrādes rūpnīcās. PTA ķīmiskās rūpnīcas augstspiediena tvaika spiediens ir 8,0 MPA, un skābekļa padeves spiediens ir aptuveni 9,0 MPAG. Spiediena mērīšana ir tik plaša, ka operatoram stingri jāievēro dažādu spiediena mērīšanas instrumentu lietošanas noteikumi, jāpastiprina ikdienas apkope un jāizvairās no jebkādas nolaidības vai neuzmanības. Tas viss var radīt milzīgus zaudējumus un zaudējumus, un netiek sasniegti augstas kvalitātes, augstas ražas, zema patēriņa un drošas ražošanas mērķi.
Pirmajā sadaļā spiediena mērīšanas pamatjēdziens
- Stresa definīcija
Rūpnieciskajā ražošanā spiediens ir spēks, kas vienmērīgi un vertikāli iedarbojas uz laukuma vienību, un tā lielumu nosaka spēku nesošā virsma un vertikālā spēka lielums. Matemātiski to izsaka šādi:
P=F/S, kur P ir spiediens, F ir vertikālais spēks un S ir spēka laukums
- Spiediena mērvienība
Inženiertehnoloģijās mana valsts izmanto Starptautisko mērvienību sistēmu (SI). Spiediena aprēķina mērvienība ir Pa (Pa), 1 Pa ir spiediens, ko rada 1 ņūtona (N) spēks, kas vertikāli un vienmērīgi iedarbojas uz 1 kvadrātmetra (M2) laukumu, un to izsaka kā N/m2 (ņūtoni/kvadrātmetrs). Papildus Pa spiediena mērvienībai var izmantot arī kilopaskālus un megapaskālus. Pārvēršanas attiecība starp tām ir: 1MPA=103KPA=106PA.
Daudzu gadu ieraduma dēļ inženiertehniskajā atmosfēras spiedienu joprojām izmanto inženiertehniskajā ražošanā. Lai atvieglotu savstarpēju konvertēšanu lietošanā, 2-1. punktā ir uzskaitītas konvertēšanas attiecības starp vairākām bieži lietotām spiediena mērvienībām.
| Spiediena mērvienība | Inženiertehniskā atmosfēra Kg/cm2 | mmHg | mmH2O | bankomāts | Pa | bārs | 1b/in2 |
| Kgf/cm² | 1 | 0,73 × 103 | 104 | 0,9678 | 0,99 × 10⁻¹ | 0,99 × 10⁻¹ | 14.22 |
| MmHg | 1,36 × 10⁻³ | 1 | 13.6 | 1,32 × 10² | 1,33 × 10² | 1,33 × 10⁻³ | 1,93 × 10⁻² |
| MmH2o | 10-4 | 0,74 × 10⁻² | 1 | 0,96 × 10⁻⁴ | 0,98 × 10 | 0,93 × 10⁻⁴ | 1,42 × 10⁻³ |
| Bankomāts | 1.03 | 760 | 1,03 × 10⁻⁷ | 1 | 1,01 × 10⁻¹ | 1.01 | 14.69 |
| Pa | 1,02 × 10⁻⁻¹ | 0,75 × 10⁻² | 1,02 × 10⁻² | 0,98 × 10⁻⁻¹ | 1 | 1×10-5 | 1,45 × 10⁻⁴ |
| Bārs | 1.019 | 0,75 | 1,02 × 10⁻⁷ | 0,98 | 1×105 | 1 | 14.50 |
| Svars/collas2 | 0,70 × 10⁻² | 51,72 | 0,70 × 103 | 0,68 × 10⁻² | 0,68 × 104 | 0,68 × 10⁻² | 1 |
- Stresa izpausmes veidi
Spiedienu var izteikt trīs veidos: absolūtais spiediens, manometriskais spiediens, negatīvais spiediens vai vakuums.
Spiedienu absolūtā vakuumā sauc par absolūto nulles spiedienu, un spiedienu, kas izteikts, pamatojoties uz absolūto nulles spiedienu, sauc par absolūto spiedienu.
Manometriskais spiediens ir spiediens, kas izteikts, pamatojoties uz atmosfēras spiedienu, tāpēc tas ir tieši vienas atmosfēras (0,01 Mp) attālumā no absolūtā spiediena.
Tas ir: P tabula = P absolūti - P liels (2-2)
Negatīvu spiedienu bieži sauc par vakuumu.
No formulas (2-2) var redzēt, ka negatīvais spiediens ir manometriskais spiediens, ja absolūtais spiediens ir zemāks par atmosfēras spiedienu.
Absolūtā spiediena, manometriskā spiediena, negatīvā spiediena vai vakuuma savstarpējā saistība ir parādīta attēlā zemāk:
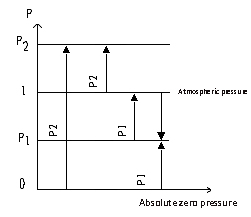
Lielākā daļa rūpniecībā izmantoto spiediena indikācijas vērtību ir manometriskais spiediens, tas ir, manometra indikācijas vērtība ir starpība starp absolūto spiedienu un atmosfēras spiedienu, tāpēc absolūtais spiediens ir manometriskā spiediena un atmosfēras spiediena summa.
2. sadaļa Spiediena mērīšanas instrumentu klasifikācija
Ķīmiskajā ražošanā mērāmo spiediena diapazonu raksturo ļoti plašs diapazons, un katram no tiem ir savas īpatnības dažādos procesa apstākļos. Tas prasa izmantot spiediena mērīšanas instrumentus ar atšķirīgu konstrukciju un atšķirīgiem darbības principiem, lai izpildītu dažādas ražošanas prasības. Dažādas prasības.
Saskaņā ar dažādiem konversijas principiem spiediena mērīšanas instrumentus var aptuveni iedalīt četrās kategorijās: šķidruma kolonnas spiediena mērītāji; elastīgie spiediena mērītāji; elektriskie spiediena mērītāji; virzuļa spiediena mērītāji.
- Šķidruma kolonnas spiediena mērītājs

Šķidruma kolonnas spiediena mērītāja darbības princips ir balstīts uz hidrostatikas principu. Pēc šī principa izgatavotajam spiediena mērīšanas instrumentam ir vienkārša struktūra, tas ir ērti lietojams, tam ir relatīvi augsta mērījumu precizitāte, tas ir lēts un var izmērīt nelielu spiedienu, tāpēc to plaši izmanto ražošanā.
Šķidruma kolonnas spiediena mērītājus var iedalīt U veida caurules spiediena mērītājos, vienas caurules spiediena mērītājos un slīpās caurules spiediena mērītājos atbilstoši to dažādajām konstrukcijām.
- Elastīgs spiediena mērītājs
Elastīgais spiediena mērītājs tiek plaši izmantots ķīmiskajā ražošanā, jo tam ir šādas priekšrocības, piemēram, vienkārša konstrukcija, stingrība un uzticamība, plašs mērījumu diapazons, ērta lietošana, viegla nolasīšana, zema cena un pietiekama precizitāte, kā arī viegli veikt sūtīšanas un tālvadības instrukcijas, automātisku ierakstīšanu utt.
Elastīgais spiediena mērītājs tiek izgatavots, izmantojot dažādus elastīgus elementus ar dažādām formām, lai radītu elastīgu deformāciju mērāmā spiediena ietekmē. Elastības robežās elastīgā elementa izejas pārvietojums ir lineārā attiecībā pret mērāmo spiedienu. Tāpēc tā mērogs ir vienāds, elastīgās sastāvdaļas ir atšķirīgas, un arī spiediena mērīšanas diapazons ir atšķirīgs, piemēram, gofrētas membrānas un silfonu sastāvdaļas parasti izmanto zema spiediena un zema spiediena mērījumos, vienas spirāles atsperes caurule (saīsināti - atsperes caurule) un vairāku spirāles atsperes caurule tiek izmantota augsta, vidēja spiediena vai vakuuma mērījumiem. Starp tām vienas spirāles atsperes caurulei ir salīdzinoši plašs spiediena mērīšanas diapazons, tāpēc tā ir visplašāk izmantota ķīmiskajā ražošanā.
- Spiediena raidītāji

Pašlaik ķīmiskajās rūpnīcās plaši izmanto elektriskos un pneimatiskos spiediena devējus. Tie ir instrumenti, kas nepārtraukti mēra izmērīto spiedienu un pārveido to standarta signālos (gaisa spiediens un strāva). Tos var pārraidīt lielos attālumos, un spiedienu var norādīt, reģistrēt vai regulēt centrālajā vadības telpā. Atbilstoši dažādiem mērīšanas diapazoniem tos var iedalīt zemspiediena, vidēja spiediena, augsta spiediena un absolūtā spiediena devējos.
3. sadaļa. Ievads ķīmiskajās rūpnīcās izmantojamajos spiediena instrumentos
Ķīmiskajās rūpnīcās spiediena mērītājiem parasti izmanto Burdona caurules spiediena mērītājus. Tomēr atkarībā no darba prasībām un materiāla prasībām izmanto arī diafragmas, gofrētās diafragmas un spirālveida spiediena mērītājus.
Uz vietas uzstādītā spiediena mērītāja nominālais diametrs ir 100 mm, un materiāls ir nerūsējošais tērauds. Tas ir piemērots lietošanai jebkuros laika apstākļos. Spiediena mērītājs ar 1/2HNPT pozitīvu konusa savienojumu, drošības stiklu un ventilācijas membrānu, uz vietas uzstādītu indikāciju un vadību ir pneimatisks. Tā precizitāte ir ±0,5% no pilnas skalas.
Elektriskais spiediena devējs tiek izmantots tālvadības signālu pārraidei. To raksturo augsta precizitāte, laba veiktspēja un augsta uzticamība. Tā precizitāte ir ±0,25% no pilnas skalas.
Trauksmes vai bloķēšanas sistēma izmanto spiediena slēdzi.
4. sadaļa. Spiediena mērītāju uzstādīšana, lietošana un apkope
Spiediena mērīšanas precizitāte ir saistīta ne tikai ar paša spiediena mērītāja precizitāti, bet arī ar to, vai tas ir pareizi uzstādīts, vai tas ir pareizs vai nē, un kā tas tiek lietots un uzturēts.
- Spiediena mērītāja uzstādīšana
Uzstādot spiediena mērītāju, jāpievērš uzmanība tam, vai izvēlētā spiediena metode un atrašanās vieta ir piemērota, kas tieši ietekmē tā kalpošanas laiku, mērījumu precizitāti un vadības kvalitāti.
Prasības spiediena mērīšanas punktiem, papildus pareizai spiediena mērīšanas vietas izvēlei ražošanas iekārtās, uzstādīšanas laikā ražošanas iekārtā ievietotās spiediena caurules iekšējai gala virsmai jābūt vienā līmenī ar ražošanas iekārtas savienojuma punkta iekšējo sienu. Nedrīkst būt izvirzījumu vai asumiņu, lai nodrošinātu pareizu statiskā spiediena iegūšanu.
Uzstādīšanas vietu ir viegli novērot, un jācenšas izvairīties no vibrācijas un augstas temperatūras ietekmes.
Mērot tvaika spiedienu, jāuzstāda kondensāta caurule, lai novērstu tiešu kontaktu starp augstas temperatūras tvaiku un detaļām, un vienlaikus jāizolē caurule. Korozīvām vidēm jāuzstāda izolācijas tvertnes, kas piepildītas ar neitrālu vidi. Īsāk sakot, atkarībā no mērītās vides dažādajām īpašībām (augsta temperatūra, zema temperatūra, korozija, netīrumi, kristalizācija, nokrišņi, viskozitāte utt.) jāveic atbilstoši pretkorozijas, pretsasalšanas un pretbloķēšanas pasākumi. Starp spiediena ņemšanas atveri un spiediena mērītāju jāuzstāda arī slēgvārsts, lai spiediena mērītāja kapitālā remonta laikā slēgvārsts tiktu uzstādīts spiediena ņemšanas atveres tuvumā.
Pārbaudot uz vietas un bieži skalojot impulsa cauruli, noslēgvārsts var būt trīsceļu slēdzis.
Spiediena vadošajam katetram nevajadzētu būt pārāk garam, lai samazinātu spiediena indikācijas lēnumu.
- Spiediena mērītāja lietošana un apkope
Ķīmiskajā ražošanā spiediena mērītājus bieži ietekmē mērvide, piemēram, korozija, sacietēšana, kristalizācija, viskozitāte, putekļi, augsts spiediens, augsta temperatūra un asas svārstības, kas bieži izraisa dažādus mērinstrumenta bojājumus. Lai nodrošinātu instrumenta normālu darbību, samazinātu bojājumu rašanos un pagarinātu tā kalpošanas laiku, pirms ražošanas uzsākšanas ir jāveic rūpīga apkopes pārbaude un regulāra apkope.
1. Apkope un pārbaude pirms ražošanas uzsākšanas:
Pirms ražošanas uzsākšanas parasti tiek veikta spiediena pārbaude procesa iekārtām, cauruļvadiem utt. Pārbaudes spiediens parasti ir aptuveni 1,5 reizes lielāks par darba spiedienu. Instrumentam pievienotajam vārstam procesa spiediena pārbaudes laikā jābūt aizvērtam. Atveriet spiediena mērīšanas ierīces vārstu un pārbaudiet, vai savienojumos un metināšanā nav noplūdes. Ja tiek konstatēta noplūde, tā savlaicīgi jānovērš.
Pēc spiediena pārbaudes pabeigšanas pirms ražošanas uzsākšanas pārbaudiet, vai uzstādītā spiediena mērītāja specifikācijas un modelis atbilst procesā nepieciešamajam mērītās vides spiedienam; vai kalibrētajam mērītājam ir sertifikāts, un, ja ir kļūdas, tās savlaicīgi jālabo. Šķidruma spiediena mērītājs ir jāpiepilda ar darba šķidrumu, un nulles punkts ir jālabo. Spiediena mērītājam, kas aprīkots ar izolācijas ierīci, ir jāpievieno izolācijas šķidrums.
2. Spiediena mērītāja apkope un pārbaude braukšanas laikā:
Ražošanas uzsākšanas laikā, pulsējošās vides spiediena mērīšanas laikā, lai izvairītos no spiediena mērītāja bojājumiem momentāna trieciena un pārspiediena dēļ, vārsts jāatver lēnām un jāievēro darba apstākļi.
Spiediena mērierīcēm, kas mēra tvaiku vai karstu ūdeni, pirms spiediena mērītāja vārsta atvēršanas kondensators jāpiepilda ar aukstu ūdeni. Ja instrumentā vai cauruļvadā tiek konstatēta noplūde, spiediena ņemšanas ierīces vārsts ir savlaicīgi jāizslēdz un jānovērš noplūde.
3. Spiediena mērītāja ikdienas apkope:
Darbības laikā esošais instruments regulāri jāpārbauda katru dienu, lai uzturētu skaitītāja tīrību un pārbaudītu tā integritāti. Ja problēma tiek atrasta, tā savlaicīgi jānovērš.
Publicēšanas laiks: 2021. gada 15. decembris